Ϳװ�¼������� |
| ���ߣ� ��Դ�� |
|
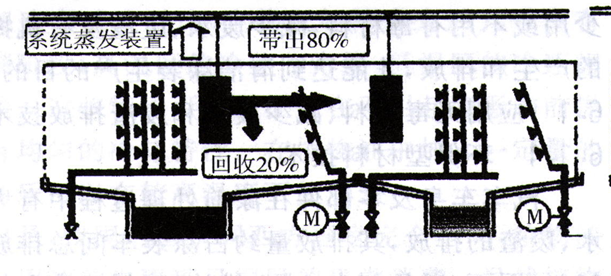
������Ч�����������ķ�չ��Ҫ�����������������������У�Ϳװ�����������ܺ������������ڣ������Ϳװ�����в��ý������ղ����ɽ��������������ɱ���ͬʱҲ�ٽ���ʵ�����Ϳװ�����Ľ��̡�ͨ���Թ���������������Ϳװ�������ܹ���Ӧ�õ��˽��������Ϳװ��ǰ��������Ԥ��ϴ���������״�����������Ӿ���ϴ����ECS������PVC�ܷ⽺��Ϳ����ʪ��ʪ��Ϳװ�����������ͷ�ĩ�̻������Ĺ���Ӧ�á���Ӿ�Ἴ���������¡� 1. ǰ����Ԥ��ϴ���� ��Ϳװ�ߵ�ǰ������������湤��ˮ�Ļ������ܵĻ����ϣ��������ֿ�����Ԥ��ϴ��(Preshowersystem)�Ľ��ܻ��������� �ü����ǽ��湤��ˮ��������ΪԤ��ϴ��ʹ�������������µ�����Ĵ���Һ�����ܵؼ��٣��������ϴЧ�ʵĻ����ϼ��ٹ�ˮ����һ�ֹ��շ��� �� ���總���ڹ����ϵĴ���Һ�ڽ����һ��ˮϴ��֮ǰ��Ԥ��ϴ����ϴ��������ǰһ������Һ�ۡ��ڻ�����20%����£������һ��ˮϴ�۵Ĵ���Һ��Ϊ80%���ҡ�
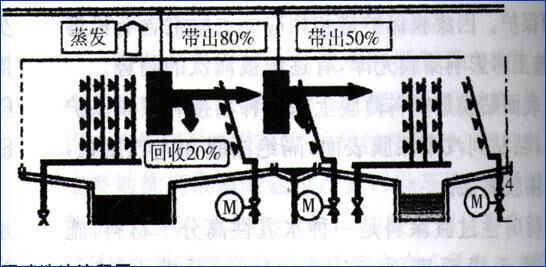
��������ڹ����ϵĴ���Һ�ڽ����һ��ˮϴ��֮ǰ������Ԥ��ϴ����ϴ����һ����ϴҺ������ǰһ������Һ�ۣ��ڶ�����ϴҺֱ���ŷš����ַ�ʽ��ʹ�����һ��ˮϴ�۵Ĵ���Һ���ɼ��ٵ���30~50%����
2. ���״�������
������Ϳװ�е�ǰ���������У�����������Ϊ�㷺���õķ�������������Һ�����ؽ������Ӻ����ߡ����°��һ����Ҫ���μ��¡��������ߡ�������ϴ��ȱ�ݣ����Ż����ͽ��ܵķ�չ���ƣ���ͳ�����������������״������������棬Ŀǰ��Ϊ������ǹ��鴦������δ�����
��ͳ��������Ĥп������������Ĥ��1��2����m������Һ��PHֵ����2�������¶ȣ�35��55���棬����ʱ�䣨120��180��s��Ĥ�أ�1.5��3.0��g/�O,���������ij�������3��4��g/�O�����������ij�������8��12��g/�O��������������������ҺҪ������ĵ�����
���鼼���Dz���OXSilan�����л�Ϳ�������ͳ�Ľᾧ����Ĥ�㣬��Ĥ��40��100��nm������Һ��PHֵ��3.8��4.5���������¶ȣ����¡�40���棬����ʱ�䣨60��120��s��Ĥ�أ�40��100��mg/�O,����������������0.1g/�O����������������������������������������������������ڹ��鴦���ڽ����γɵ�Si-O-Me���ۼ�(Me��ʾ����)���Ӽ�����ǿ��������������������Ϳ��֮������γ����õĸ��������Խ����������õķ������á�
TecTalis����ǰ����ת��Ĥ���������Ϊ������������ɣ���Ĥ��20��50��nm������Һ��PHֵ��3.8��4.8���������¶ȣ�10��50���棬����ʱ�䣨30��180��s������������Ĥ�أ�20��100��mg/�O,�����ij�����Լ0.1g/�O��
����������ȣ����͵�OXSilan��TecTalis�������б�Ĥ�Ե����ġ������ԡ������ԡ�����������ϴ�ԡ��Ը������������������Ӧ�ԡ����ؽ����Ļ����ԡ����գ�����������ײ����ԣ�ֻ�����PHֵ�͵絼�ʣ������Ե����ƣ��ɼ��ٺ�ˮ���ͽ�����ˮ�����ɱ������й����Ͻ��ܿɽ����ۺ������ɱ�(10~20)%���ҡ�
3. ��Ӿ���ϴ����ECS����
�ڴ�ͳ�����У�Ϊ��ߵ�Ӿ���������������һ��UFҺϴ��Ҫ���У�2��3���Σ��Խ���Ϳ�ϵĴ������������ϴ����������1UFҺ�Ĺ����Ϊ4%����ʱ�����2UFҺ�Ĺ���ݿ��ܴﵽ1%���£�����UFҺ�Ĺ������0.5%���¡���Ϳװ�����������ܵĽǶȳ�����Ϊ��ʵ��ȫ��յ�Ӿ����ϴ����Щ����Ϳװ�߲�����ED-ROװ��,����Ӿ���ϴ�е�UFҺ������װ�þ����������������Ӻ�����������ˮ����ϴ��������Ϳװ�ߴ�ˮ���������͵�Ӿ���ϴ��ˮ���ŷ���������˵�ӾͿ�ϵ�������,ʵ���˵�Ӿ�ߵ�ȫ���ˮϴ��
Ȼ������ED-ROװ��ʱ��Ϊ���㴿ˮϴ����Ҫ��ˮ�����䳬��װ�õij�Һ���봫ͳ���������Ҫ����1�����ң��������������豸Ͷ�ʵ�������Ҳ���Ӵ��Ӿ��Һ�ܼ�������ʧ������ں��ϴ�����е���ĭ���Ӵ�����ڵ�Ӿ���ϴ�Ľ��ܻ��������п���Ӧ����ECS������
4. Ϊʹ���������������õ��ܷ��ԡ������ԡ��������;��Լ�װ���ԣ���Ҫ�Գ�����������ܷ⡣
Ŀǰ��������PVC�����ܷ⽺ͨ���ڵ�Ӿ������֮�����Ϳ��,ͨ��PVC�����140����ʹͿ������̻����ٽ��е����ĥ������������Ϳװ��Ϊ��ʡͿװ�ߵ��ܺģ��ڲ���140��濾�̻�Ϳ�ϵ�����£�Ҳ���Խ�Ϳ����ij�����PVC����Ҵﵽ140�����10min����Ԥ��ɣ�ʹ֮����̻�����Ӱ������ĥ������������ȹ���Ľ��У�Ȼ��ͨ��Ϳ�Ϻ���ҵ�140�汣��20min�ĺ濾����Ϳ�ϸ����ͬʱPVC��Ҳ�ﵽ��ȫ�̻���
������������Ϳ����ϵͿװ����������һ����Ҫ�е�Ӿ�ᡢPVC����������������ң�����Ϳ����ϵͿװ����������һ����Ҫ�е�Ӿ�ᡢPVC������Ϳ�������ĸ�����ң������ҵ���������ռͿװ���������ĵģ�30��50�������ҡ���˴�Ϳװ�߽��ܵĽǶȳ��������á�ʪ��ʪ��Ϳװ���ջ��Ϳ�㣬����Ϳװ�����еĺ�ɴ����ǽ�ʡ�ܺĵ���Ч;����
��ʪ��ʪ��Ϳװ������ָ��Ϳװ����Ϳ�ϻ���Ϳͬһ��Ϳ�ϵij��ϣ�ʡ���м�ĺ�ɹ��գ������ɾ�Ϳװ��һ��Ϳ�ϣ��پ����ɺ�һ����ɵ��������ա�ĿǰһЩ�������칫˾������Ϳ��Ϳװ��ϵ�гɹ��ز�����PVC�ܷ⽺����Ϳ��ʪ��ʪ��Ϳװ���������ա� ��Ϳ��������ʪ��ʪ�� Ϳװ����������Ҳ�ڹ��ڵ�һЩ������Ͷ��Ӧ�� ��
ͨ����Զ�Ϳ��Ϳװ��ϵ����PVCδ���ܷ⽺�����ᡰʪ��ʪ��Ϳװ���յ��о����飬�����PVCδ���ܷ⽺�����ᡰʪ��ʪ��Ϳװ�IJ���ѡ�����¹��ն�����Ϳ�����ۡ��ڸ��������������������ϻ��Եȷ�������Ӱ������⣬�Ӷ���ʵ���ڶ�Ϳ��Ϳװ��ϵ��ȡ��PVC����ң��ﵽ��Ϳװ�������ա���ʡͿװͿװ�������ܺġ����������ɱ������������Ʒ���г���������Ŀ�ġ�
5. �����ͷ�ĩ�̻�����
���ܻ�����Ϳװ�����ķ�չ����,����Է�ĩͿװ�����ͳ���ܼ���Ϳ��Ϳװ�ǽ���VOC����,������Ⱦ��������������Ч;����Ȼ�����ڷ�ĩͿ�ϵĹ̻��¶ȸ�,��ʹ��ĩͿװ������Ӧ�������������ܵ����ģ�����������ɱ���
��Է�ĩͿ�Ϻ濾�¶ȸߵ����⣬����ѡ����Ԫ�����ֽ��з�������Ϳ�ϵĺ������ղ������������Զ���ⷢ�䲨����ƥ��ʱ�ļ���Ч����ã�����ʧ���٣�Ҳ����Ϊ��ʡ�ܺġ����ѡ������͵�Զ������ȷ�������Ϊ��ĩͿ�Ϲ̻��ļ����������ѵ����дݵ�����ת����Զ�����ߣ��������պ�ת���ɼ���ͽ�����ΪԶ�����ߣ��Ӷ����䲨����Ϳ�ϵ����ղ��γ����ƥ�䣬�ڷ�ĩͿ�Ϻ�ɹ̻��г�ַ�������������á�
ͨ�����������ϵ�Ӧ��֤������ͬһ��Ʒ��ͬ�Ȳ����£�����ô�ͳ��140��濾�̻���Ĥ���ܼ���Ϳ����ȣ����ý����͵ķ���ԭ�����з�ĩͿ�Ϲ̻��ļ������ɽ�ʡ��������30%���ң���������Ϳװ��Ʒ�������ɱ����ִﵽ�˽��ܻ�����Ŀ�� ��
6. ��Ӿ�Ἴ��
��Ӿ���Ϳװ����Ϊһ�ֻ�ѧӾͿ�������Һ��Ҫ�����ᡢ�����������ϼ��߷�����Һ��ɡ���������Ϳ�����Ϳ��Һ���У��������汻��ʴ���ڽ������������������ӣ���ʹ��Һ�еĸ߷�����֬Эͬ���������������ڽ��������ϡ����Ȳ�ͬ��һ��ˮ����Ľ�Ϳ��Ҳ��ͬ�ڵ�ӾͿװ��
��Ӿ����70����������������Ƴɹ���1977������������˹�չ�˾�����ɳ����ڳ��ܵ�Ϳװ�������ʴ�Ը��õ�������Ӿ��ȡ����Ŀǰ���Ĵ��������᳧���������᳧ؼ�Ϻ�����ѧƷ����˾��������Ӧ��
��ѧӾͿ�����ŵ������֣����ӾͿ����ȣ�ʡ�硢Ϳװ�ɱ��ϵͣ����ڳ�Ĥ�����ǻ�ѧ��Ӧ����ͿĤ���ȣ�����ȵ�ӾͿ�����(����)��������ʴ���ܱȵ�Ӿ���ر���������Ӿ����Һ�Ŀ��ƣ������Ӿ��һ�����ڸ������⣬���ڳ�Ĥ�����ǻ�ѧ��Ӧ����˲�Һ����ɱ����ϸ���ƣ�����Ҳֻ���ڸ߲����²����á��ڵͲ����£����������̫������Һ�ж�۽������ӹ��࣬�ͻᵼ��������Һ���ᡣ
���������ѳ�Ϊ������ҵ��չ�����ƣ������Ϳװ�����й᳹���Ϳװ������������Ϳװ��չ���²��ϡ��¹��ա����豸���¼��������½�Ϳװ�ߵ���ƹ滮��ԭ��Ϳװ�ߵļ������죬ʹ����Ϳװ����ʵ�ֻ��������ܡ����������ɱ�������г���������Ŀ�ġ�
|